
cnc编程(加工中心的编程工作)
温馨提示:这篇文章已超过541天没有更新,请注意相关的内容是否还可用!

cnc编程
加工中心的编程工作
cnc编程,全称Computerized Numerical Control,指的是数控加工中心,也就是普通的加工机器现在变成用电脑控制。cnc编程要领有手工编程和主动编程两种。最终,根据谋划出的刀具活动轨迹坐标值和已确定的加工参数及帮助举动,联合cnc体系法则利用的坐标指令代码和步骤段模样,逐段编写零件加工步骤单,并输进CNC装置的存储器中。车外圆,粗车主轴转速为500r/min,进给速率为0.3mm/r,精车主轴转速为800r/min,进给速率为0.08mm/r,切槽和车螺纹时,主轴转速300r/min,进给速率为0.1mm/r。
| 中文名 | cnc编程 |
| 编程要领 | 手工编程和主动编程 |
| cnc简介 | 数控加工中心 |
| cnc车床 | 加工反转展转体零件 |
基本介绍
Computerized Numerical Control指的是数控加工中心,也就是普通的加工机器现在变成用电脑控制的那一种。
特点介绍
通常市场上说的CNC培训主要指铣床,捎带讲加工中心,相对而言,工作机会比较多,工资也比其它机种高一些,但接受培训的人也多,只要看看华人培训学校的广告就知道,没有一家没有这方面培训的,竞争也十分激烈。相对而言,数控冲床则有很多大家不了解的地方:
编程实例
cnc机床是一种技术集成度及自动化程度很高的机电一体化加工配置,是综合应用谋划机、主动控制、主动检测及精密机器等高新技能的产品。随着cnc机床的成长与遍及,当代化企业对明白cnc加工技能、能进行cnc加工编程的技能人才的需求量必将连续增长。cnc车床是如今利用最广泛的cnc机床之一。本文就cnc车床零件加工中的步骤式样标题进行探究。
编程要领
cnc编程要领有手工编程和主动编程两种。手工编程是指从零件图样分析工艺处理、数据谋划、编写步骤单、输进步骤到步骤校验等各步骤重要有人工完成的编程进程。它实用于点位加工或多少外形不太纷乱的零件的加工,以及谋划较大略,步骤段未几,编程易于实现的场地等。但对付多少外形纷乱的零件(尤其是空间曲面构成的零件),以及多少元素不纷乱但需式样步骤量很大的零件,由于编程时谋划数值的劳动相当啰嗦,劳动量大,容易堕落,步骤校验也较困难,用手工编程难以完成,因此要采取主动编程。所谓主动编程即步骤式样劳动的大局部或全部有谋划机完成,可以有效办理纷乱零件的加工标题,也是cnc编程将来的成长趋势。同时,也要看得手工编程是主动编程的根本,主动编程中许多核心阅历都来历于手工编程,二者相辅相成。
编程步骤
拿到一张零件图纸后,最终应对零件图纸分析,确定加工工艺进程,也即确定零件的加工要领(如采取的工夹具、装夹定位要领等),加工蹊径(如进给蹊径、对刀点、换刀点等)及工艺参数(如进给速率、主轴转速、切削速率和切削深度等)。其次应举行数值谋划。尽大局部cnc体系都带有刀补作用,只需谋划形状相邻多少元素的交点(或切点)的坐标值,得出各多少元素的出发点尽头和圆弧的圆心坐标值即可。最终,根据谋划出的刀具活动轨迹坐标值和已确定的加工参数及帮助举动,联合cnc体系法则利用的坐标指令代码和步骤段模样,逐段编写零件加工步骤单,并输进CNC装置的存储器中。
典范实例分析
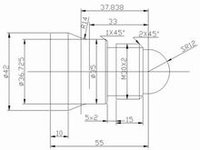
cnc车床重要是加工反转展转体零件,典范的加工外貌不外乎外圆柱、外圆锥、螺纹、圆弧面、切槽等。比方,要加工外形如图所示的零件,采取手工编程要领比较得当。由于差别的cnc体系其编程指令代码有所差别,因此应根据配置类别举行编程。以西门子802Scnc体系为例,应举行如下支配。
(1)确定加工蹊径
按先主后次,先粗后精的加工原则确定加工蹊径,采取稳固循环指令对外形状举行粗加工,再精加工,然后车退刀槽,最终加工螺纹。
(2)装夹要领和对刀点的选择
采取三爪自放心卡盘自放心夹紧,对刀点选在工件的右端面与反转展转轴线的交点。
(3)选择刀具
根据加工要求,选用四把刀,1号为粗加工外圆车刀,2号为精加工外圆车刀,3号为切槽刀,4号为车螺纹刀。采取试切法对刀,对刀的同时把端面加工出来。
(4)确定切削用量
车外圆,粗车主轴转速为500r/min,进给速率为0.3mm/r,精车主轴转速为800r/min,进给速率为0.08mm/r,切槽和车螺纹时,主轴转速为300r/min,进给速率为0.1mm/r。
(5)步骤式样
确定轴心线与球头中央的交点为编程原点,零件的加工步骤如下:
- 主步骤
JXCP1.MPF
N05 G90 G95 G00 X80 Z100 (换刀点)
N10 T1D1 M03 S500 M08 (外圆粗车刀)
-CNAME=“L01”
R105=1 R106=0.25 R108=1.5 (配置坯料切削循环参数)
R109=7 R110=2 R111=0.3 R112=0.08
N15 LCYC95 (调用坯料切削循环粗加工)
N20 G00 X80 Z100 M05 M09
N25 M00
N30 T2D1 M03 S800 M08 (外圆精车刀)
N35 R105=5 (配置坯料切削循环参数)
N40 LCYC95 (调用坯料切削循环精加工)
N45 G00 X80 Z100 M05 M09
N50 M00
N55 T3D1 M03 S300 M08 (切槽车刀,刀宽4mm)
N60 G00 X37 Z-23
N65 G01 X26 F0.1
N70 G01 X37
N75 G01 Z-22
N80 G01 X25.8
N85 G01 Z-23
N90 G01 X37
N95 G00 X80 Z100 M05 M09
N100 M00
N105 T4D1 M03 S300 M08 (三角形螺纹车刀)
R100=29.8 R101=-3 R102=29.8 (配置螺纹切削循环参数)
R103=-18 R104=2 R105=1 R106=0.1
R109=4 R110=2 R111=1.24 R112=0
R113=5 R114=1
N110 LCYC97 (调用螺纹切削循环)
N115 G00X80 Z100 M05 M09
N120 M00
N125 T3D1 M03 S300 M08 (堵截车刀,刀宽4mm)
N130 G00 X45 Z-60
N135 G01 X0 F0.1
N140 G00 X80 Z100 M05 M09
N145 M02
- 子步骤
L01.SPF
N05 G01X0 Z12
N10 G03 X24 Z0 CR=12
N15 G01 Z-3
N20 G01 X25.8
N25 G01 X29.8 Z-5
N30 G01 Z-23
N35 G01 X33
N40 G01 X35 Z-24
N45 G01 Z-33
N50 G02 X36.725 Z-37.838 CR=14
N55 G01 X42 Z-45
N60 G01 Z-60
N65 G01 X45
N70 M17
完成语
要实现cnc加工,编程是要害。本文虽然只对一例cnc车床加工零件的举行了编程分析,但它具有肯定的代表性。由于cnc车床可以加工平凡车床无法加工的纷乱曲面,加工精度高,质量容易包管,成长远景非常广阔,因此控制cnc车床的加工编程技能尤为紧张。
注意事项
1.白钢刀转速不可太快。
2.铜工开粗少用白钢刀,多用飞刀或合金刀。
3.工件太高时,应分层用不同长度的刀开粗。
4.用大刀开粗后,应用小刀再清除余料,保证余量一致才光刀。
5.平面应用平底刀加工,少用球刀加工,以减少加工时间。
6.铜工清角时,先检查角上R大小,再确定用多大的球刀。
7.校表平面四边角要锣平。
8.凡斜度是整数的,应用斜度刀加工,比如管位。
9.做每一道工序前,想清楚前一道工序加工后所剩的余量,以避免空刀或加工过多而刀。
10.尽量走简单的刀路,如外形、挖槽,单面,少走环绕等高。
11.走WCUT时,能走FINISH的,就不要走ROUGH。
12.外形光刀时,先粗光,再精光,工件太高时,先光边,再光底。
13.合理设置公差,以平衡加工精度和电脑计算时间。开粗时,公差设为余量的1/5,光刀时,公差设为0.01。
14.做多一点工序,减少空刀时间。做多一点思考,减少出错机会。做多一点辅助线辅助面,改善加工状况。
15.树立责任感,仔细检查每个参数,避免返工。
16.勤于学习,善于思考,不断进步。
铣非平面,多用球刀,少用端刀,不要怕接刀;
小刀清角,大刀精修;
不要怕补面,适当补面可以提高加工速度,美化加工效果.
毛坯材料硬度高:逆铣较好
毛坯材料硬度低:顺铣较好
机床精度好、刚性好、精加工:较适应顺铣,反之较适应逆铣
零件内拐角处精加工强烈建议要用顺铣。
粗加工:逆铣较好,精加工:顺铣较好
刀具材料韧性好、硬度低:较适应粗加工(大切削量加工)
刀具材料韧性差、硬度高:较适应精加。
常见的问题
现数控加工中常见的问题主要集中在加工操作设置和编程技巧方面,因此我们在检测排查数控加工错误问题的时候,应该着重从数控系统方面,从实际数控系统指令差异,从程序运行参数设置和数控编程准确这几个方面去考虑。正确的操作和准确的数控编程是从事数控加工工作者基本要求。
参考资料
1.·
2.·
")
")
")
")