
心轴(工业产品)
温馨提示:这篇文章已超过427天没有更新,请注意相关的内容是否还可用!

心轴
工业产品
心轴是用来支承转动零件只承受弯矩而不传递扭矩的轴,分为转动心轴和固定心轴。常用的心轴有;小锥度心轴,螺母压紧的台阶式心轴,涨力心轴。根据轴所起的作用与所承受的载荷,可分为心轴、转轴及传动轴:其中心轴:只承受弯矩而不传递扭矩;转轴既承受弯矩又传递扭矩;传动轴只传递扭矩而不承受弯矩,或弯矩很小。
| 中文名 | 心轴 |
| 外文名 | arbor |
| 所属品牌 | 无 |
| 承受力矩 | 弯矩 |
| 种类 | 转动心轴和固定心轴 |
定义
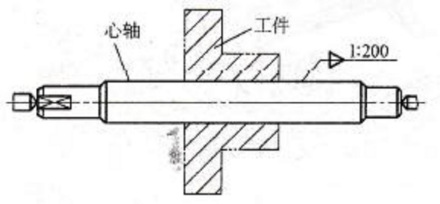
心轴,用来支承转动零件只承受弯矩而不传递扭矩,有些心轴转动,如铁路车辆的轴等,有些心轴则不转动,如支承滑轮的轴等。心轴主要用于套筒类和空心盘类工件;通过心轴的设计及定位误差计算说明,采用小锥度心轴定位时,定位精度较高,但轴向定位精度较差,误差与K值有关系。
根据轴工作时是否转动,心轴又可分为转动心轴和固定心轴,转动心轴:工作时轴承受弯矩,且轴转动;固定心轴:工作时轴承受弯矩,且轴固定。根据轴所起的作用与所承受的载荷,可分为心轴、转轴及传动轴:其中心轴:只承受弯矩而不传递扭矩;转轴既承受弯矩又传递扭矩;传动轴只传递扭矩而不承受弯矩,或弯矩很小。
简单分类
常用的心轴有:
1、小锥度心轴,小锥度心轴定位精度较高。但小锥度心轴装卸工件不太方便,轴向无法定位,因此只适用于批量较小、精度较高、轴向无定位要求的工件;
2、螺母压紧的台阶式心轴,适用于装夹多个工件以及工件精度要求不太高场合;
3、涨力心轴,因装卸工件方便,精度较高,适用于孔径公差较大的套类零件。
心轴加工过程
由于零件结构简单,尺寸较小,且有台阶轴,力学性能要求较高,精度较高且要进行大量生产所以选用模锻件,其加工余量小,表面质量好,机械强度高,生存率高,工件材料选用45钢,毛坯的尺寸精度要求为IT11——12级。
1、备料下料:45钢,φ35mm,125mm 。
2、钳工:校直,全长弯曲度小于0.2mm 。
3、热处理:正火调质处理。
4、车:车端面,钻中心控制总长为200mm。
5、粗车:双顶尖装夹,粗车6个台阶,长度达到尺寸要求,台阶直径上留2mm,倒2个圆角。
6、精车:精车6个台阶,台阶直径上留0.3mm.。
7、钳:画键槽。
8、铣:铣2个键槽,键槽深度比图纸大0.2mm作为外圆磨削余量。
9、钳:校直,外圆跳动度小于或等于0.15mm 。
10、磨:磨外圆各部分到图纸要求尺寸。
11、检:检验。
心轴加工
结构分析
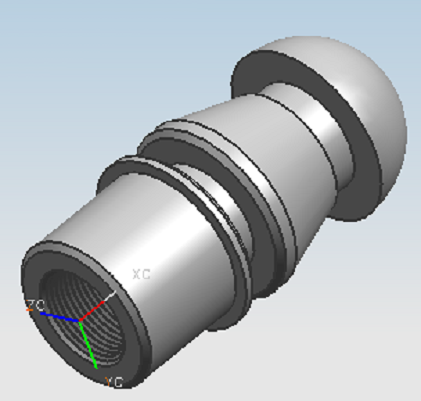 零件结构
零件结构如图《零件结构》所示,包括有有圆柱、圆锥、椭圆球头、内孔及内螺纹。在数据车削加工中,零件车削加工成形的结构形状并不复杂,但零件的尺寸精度尤其是零件的几何精度要求很高,其多个直径尺寸有较严的尺寸公差和表面粗糙度值等要求。
加工精度
在数控车削加工中,零件重要的径向加工部位有:Φ44的圆柱段,零件中间有Φ28的圆柱段的精度要求和表面粗糙度要求,零件的左端有Φ38的圆柱段以及深度为29.5mm的内孔和M22×1.5mm的内螺纹,零件右端有椭圆球头。由上述尺寸可以确定,零件的轴向加工尺寸该以左端面为基准。
定位基准选择
(1)基准重合原则;
(2)基准统一原则;
(3)便于装夹原则;
(4)便于对刀原则。
根据定位基准选择原则,避免不重合误差,便于编程,以工序的设计基准作为定位基准。该零件左端为Φ44的圆柱,右端为椭圆球头。加工该零件时,先以右端毛坏外圆柱为定位基准加工出零件的左端的,再以Φ44的圆柱为定位基准加工零件的右端。采用三爪自动定心卡盘的装夹方式进行零件的装夹定位。零件轴向的定位基准选择在Φ44圆柱段的左端面。
加工刀具
在该零件的数控车削加工中采用硬质合金Kr=90外圆车刀,副偏角取为60,断屑性较好。零件中间锥台处使用硬质合金外圆精车车刀,刀尖圆弧半径取为0.2mm。零件中间圆柱槽部分使用宽度为8mm的切槽刀。零件内孔部位使用刀柄宽度为15mm的内螺纹车刀,刀柄宽度为15mm主切削刃宽度为5mm的内切槽车刀,镗孔车刀,就可以满足加工所需。
心轴的优点
1、心轴与孔保持较大接触面,定位精度较高;
2、利用弹簧套的弹性变形定心夹紧工件,定位精度较高;
3、定位面的配合间隙影响定位精度;
4、利用帕斯卡原理使薄壁套弹性变形定心夹紧工件,定位精度高,同轴度可达到5μm;
5、可减小薄壁套工件的夹紧变形,提高加工精度;
6、有0.002mm的定位过盈量,达到极高的定位精度。
心轴工艺卡
机械厂 | 数控加工工序卡 | 产品名称或代号 | 零件名称 | 零件呼号 | ||||||||
内螺纹深槽椭圆球头心轴 | ||||||||||||
工艺序号 | 编程编号 | 夹具名称 | 夹具编号 | 使用设备 | 车间 | |||||||
P0130/P0140 | 三爪自动定心卡盘 | 数控车床 | ||||||||||
工步号 | 工步内容 | 加工面 | 刀具号 | 刀具规格 | 主轴转速 r/min | 进给速度 mm/min | 背吃刀量 mm | 备注 | ||||
1 | 零件左端打B型中心孔 | 左端面 | T0 | B=2.5 | 475 | 120 | ||||||
2 | 零件左端钻孔 | 左端面 | T1 | Φ20 | 475 | 120 | ||||||
3 | 粗加工零件左端外形轨迹 | 外圆柱面 | T2 | Kr=90 | 475 | 120 | aP=2.0 | 粗车 | ||||
4 | 粗加工零件右端外形轨迹 | 外圆柱面 | T2、T3、T4 | 475 | aP=2.0 | 粗车 | ||||||
5 | 粗加工零件左端内孔 | 内孔 | T5 | 475 | aP=2.0 | 粗车 | ||||||
6 | 精加工零件左端外形轨迹 | 外圆柱面 | T1 | 600 | aP=1.0 | 精车 | ||||||
7 | 精加工零件右端外形轨迹 | 外圆柱面 | T2、T3、T4 | 600 | aP=1.0 | 精车 | ||||||
8 | 精加工零件左端内孔 | 内孔 | T5、T6、T7 | 600 | aP=1.0 | 精车 | ||||||
编制 | 审核 | 批准 | 第1 页 | 共1 页 | ||||||||
参考资料
1.锥度心轴的设计计算·中国知网
")
")
")
")