
篦冷机(水泥厂熟料烧成系统中的重要主机设备)
篦冷机
水泥厂熟料烧成系统中的重要主机设备
篦冷机是水泥厂熟料烧成系统中的重要主机设备,其主要功能是对水泥熟料进行冷却、输送;同时为回转窑及分解炉等提供热空气,是烧成系统热回收的主要设备。今天为人们所熟知的压块式摆动支撑冷却机即是克劳迪斯·彼得斯的又一创新技术,其中引入了液压传动系统熟料辊式破碎机,无磨损的压块式摆动支撑系统(CSS)和侧端直接供风技术。实际运行中篦床上料层厚度是不均匀的,料层薄的地方通风多,料层厚的地方通风少;又运行篦板容易变形或脱落易导致漏料窜风。
| 中文名 | 篦冷机 |
| 外文名 | Grate cooler |
| 功能 | 对水泥熟料进行冷却、输送 |
| 类型 | 骤冷式冷却机 |
分类
篦式冷却机是一种骤冷式冷却机。熟料由窑进入冷却机后,在篦板上铺成一定厚度的料层,鼓入的冷空气以相互垂直的方向穿过篦床上运动着的料层使熟料得以骤冷,可在数分钟内将熟料由1300-1400℃骤冷到100℃以下。
传统的篦式冷却机分为回转式、振动式和推动式三种,但由于前两种已被淘汰,推动式篦冷机已经成为窑外分解窑配套选用的主要水泥熟料冷却机机型。篦床是冷却机的主要部件,推动篦板是由一行一行间隔排列的固定篦板和活动篦板组成。
设计特点及技术指标
设计特点:
进料端采用了先进的KID系统及脉动供风,使出窑高温熟料快速冷却,提高了熟料的强度和易磨性,彻底消除堆“雪人”及“红河”现象对篦板的毁坏,提高设备运转率;
优化的篦床分区供风,精确控制各冷却区域的用风量,最终达到高效冷却,获得高的热回收效率,节能效果显着;
摆动补偿器能补偿篦床在三维空间的运动,使用寿命长;
所有轴承外置,风室内无润滑点、运转可靠;
结构紧凑、占用空间少;
高效新型篦板结构,漏料量极少,减少篦板磨损、延长使用寿命。拉链机间歇运行,减少故障率、降低电耗;
新结构的料封阀,减少空气泄漏。结构简单、维护方便;
模块化设计,减少安装费用、加快安装进度;
完善的监测调控技术,确保篦冷机运行更加可靠、稳定窑的操作。
具有以上特点的HCFC型控制流篦冷机已广泛应用于水泥及氧化铝生产线的新建及老设备的改造,及电力行业中颗粒物料的冷却,生产实际使用已达到国际指标,保持国内领先水平。
技术指标:
产量600~10000 t/d,热效率≥72%
入料温度1370℃,出料温度65℃+环境温度
出料熟料粒度≤25mm,设备运转率≥98%
篦板使用>2年
维修维护
篦冷机活动篦板传动轴磨损:
液压传动的篦冷机,活动篦板传动轴与行走小车上的钢套直接配合,因为受种种因素的影响,轴头常会出现不同程度的磨损。问题一旦出现,若采用传统方法解决,维修费用高,修复周期长,严重影响企业的正常生产。采用高分子复合材料,可以免拆卸、免机加工现场修复,不仅为企业节省了高额的维修费用,更节省了宝贵的生产时间。美嘉华金属修复材料,具有优异的综合机械性能,每平方厘米1200公斤的抗压强度,完全满足设备长期运行要求。
液压缸关节轴承销轴座磨损:
液压传动的篦冷机,活动篦板推动熟料的作用力,最终作用在固定液压缸的关节轴承销轴座上,在液压缸推拉力的反复作用下,销轴座与销轴配合部位常会出现磨损。因为销轴座直接焊接在机架上,更换非常费时费力,采用美嘉华技术现场修复,不仅省时省力,还为企业节省了备件更换费用。
主传动半轴磨损
机械传动的篦冷机,因为受装配、润滑、粉尘、及其他突发故障的影响,主传动半轴轴承位常出现磨损,传统方法往往要补焊或报废更新,但是补焊高温产生的热应力无法完全消除,在运行过程中常常会出现断裂;而报废更换不仅需要高额的费用,还造成企业内部维修资源的浪费。采用美嘉华材料结合传统的机加工方法修复,不存在高温热应力,完全满足设备运行要求,延长设备使用寿命,同时优化企业内部维修资源。
摇臂轴头磨损:
机械传动的篦冷机摇臂轴头与轴套配合,由于受种种因素作用,轴头与轴套间产生间隙,进而出现磨损,问题出现后传统方法,难以快速有效进行解决。采用美嘉华技术可免拆卸免、机加工现场修复,为企业快速消除设备隐患,确保企业平稳生产。
比较
工作原理
1.第三代控制流篦冷机
篦床上熟料前行采用活动篦板推动。冷却风采用风机送风至篦下风室和高温段的空气梁,经篦板再穿透熟料层,将熟料急冷和进一步冷却,通过高温段的冷却风作为二次风和三次风入窑和分解炉。实际运行中篦床上料层厚度是不均匀的,料层薄的地方通风多,料层厚的地方通风少;又运行篦板容易变形或脱落易导致漏料窜风。故一般冷却配风达2.4~2.5Nm?/kg熟料。致命的是入窑和分解炉的二次风和三次风不易提高,导致烧成系统提高更高的产量有困难。
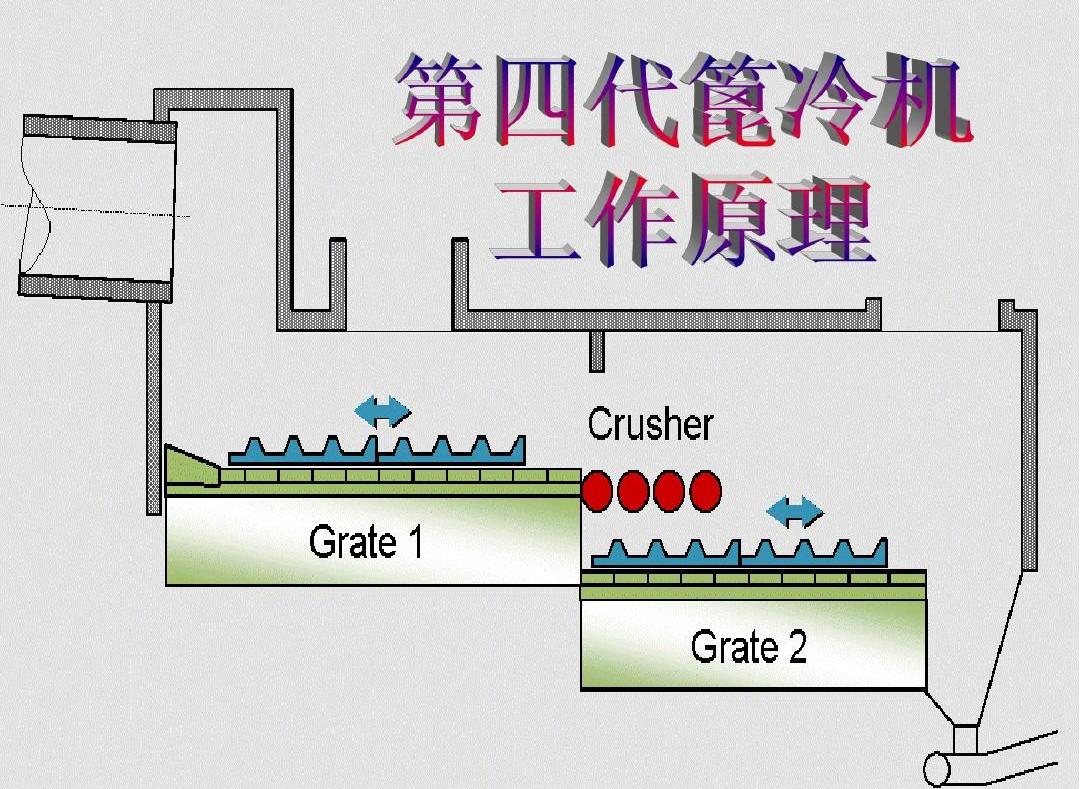
2.第四代推杆式篦冷机
篦床上的篦板全部固定不动,熟料前行采用推杆推动。冷却风采用风机送风至装有自动调节阀的篦板,再穿透熟料层,将熟料急冷和进一步冷却,通过高温段的冷却风作为二次风和三次风入窑和分解炉。篦下自动调节阀调节风量,克服篦床上料层厚度不均匀性的缺陷,料层薄的地方通风少,料层厚的地方通风多。
全部篦板固定不动,篦板固定不容易变形或脱落,不易造成漏料窜风,故一般冷却配风为≤2.1Nm?/kg熟料。第四代推杆式篦冷机最大的优点是能保证入窑和分解炉的二次风和三次风可大幅提高,使烧成系统提高更高的产量有保障。
现将两种篦冷机技术经济指标作一对比。
直接投资比较
1. 链斗输送机缩短节省的费用
第四代推杆式篦冷机下部无漏料,篦冷机底部不用链斗输送机,链斗输送机长度可缩短约35米,每米链斗机价格约11000元,则可节省:1.1×35=38.5万元
2. 混凝土基础节省的费用
2.1 不用挖篦冷机35米长4米宽4.5米深地坑。
2.2 窑墩基础3个,窑尾框架立柱9个,窑头框架立柱24个均降低高度约3米。
2.3 不用打篦冷机立柱基础20个。
以上三项共计节省土建费用约50万元
1. 余风风机
余风排风机因风量减少约6.3万m3/h其风机采购价格可节省约5万元。
2. 四代机比三代机一次性节省费用共计
38.5+50+18+5=111.5万元
三.运行成本比较
1. 二次风温提高50℃节煤计算
节煤=187500×0.9×50×0.3413÷5500=524 公斤/小时
524×24×310=3898.56吨/年
3898.56×500=195 万元
每年节煤3898吨,若每吨煤按500元计则每年可节省195 万元。
2. 第三代空气梁篦冷机用冷却风机装机功率为:1477kW,第四代推杆式篦冷机用冷却风机装机功率为:1270 kW运行中每小时可节电
(1477-1137)×0.8=272 kWh
272×24×310=2023680kWh/年
2023680×0.55=111.3 万元/年
每年节省电费111.3万元。
3. 窑头余风排风机
用第三代空气梁篦冷机配余风机风量:550000m3/h全压:2300Pa装机功率为500 kW
用第四代推杆式篦冷机配余风机风量:490000m3/h全压:2300Pa装机功率为450kW
每年可节电约50×0.8×24×310=297600 kWh度,折合人民币约16.36万元 。
4.第四代推杆式篦冷机比第三代空气梁篦冷机每年节省费用共计:
195+111.3+16.36=322.66万元
5. 窑头袋收尘器的端面风速由0.9 m/s降至0.7 m/s;布袋使用寿命可提高一年。
润滑
主要采用集中润滑系统。润滑点,分人工润滑和自动润滑点,滑表按操作的实际情况确定。此外,还应参考有关轴承及传动装置的产品说明。
对于润滑,小油量和短周期要比大油量长周期的效果更为理想。过量的润滑反而易使轴承过热,甚至导致严重损伤和停机事故。特别提醒注意,避免给破碎机轴承过多的润滑。经验证明,如果轴承中心润滑脂的水平面过高,将可能发生过热现象。因为这些轴承在组装时已充填了油脂,所以,在破碎机操作前,应减少油脂量,可打开轴承盖检查,必要时用木片刮去多余的油脂。
润滑脂应保存在清洁、密闭良好的容器内,储存在干净的地方。并在容器上标明润滑脂的型号和使用方法。使用前应将容器及润滑设备清理干净,以防脏物和杂物带进轴承中。应该避免不同类型的润滑脂混杂在一起,不同润滑脂混在一起会造成轴承故障。如需更换型号、性能不同的润滑脂,必须将旧的润滑脂全部清洗掉。关于自动润滑的应用另见“自动润滑系统使用说明书”。
常见故障及解决方法
1)大量漏料。
原因:列间密封,侧密封偏磨损,头部、尾部密封磨损严重。处理方法:按停窑程序停窑 ;继续通风冷却熟料,开大冷却机排风机入口阀门,使风改变通路,减少入窑二次风量;继续开动篦床送走大部分熟料,找出漏料置,清空其上的熟料后检修;有人在冷却机内作业时禁止窑头喷煤保温。
2)固定篦床堆积熟料堆雪人。
原因:烧成带温度过高,冷却风量不足,熟料化学成分,是否率值偏差过大。处理方法:减少窑头喂煤;增加冷却风量;调整生料配比;应用空气炮处理;停窑从冷却机侧孔及时进行清理。
3)熟料出现“红河”。
原因:冷却效果不好,粗细料不均,篦速过快等。处理方法:适当减低篦床速度,调整风机阀门;如果是沿着料流方向狭长的红流,可适当缩短某列或者某几列行程开关的距离,增加该区域熟料热交换的时间。
4)篦板温度高。
原因:熟料粒度过细;检查熟料化学成分是否SM值过大;一室冷却风量过大,熟料被吹穿;固定蓖板及一室风量过小,不足以冷却熟料;篦床上有大块,此时风压大,风量小;篦床速度过快,料层过薄。处理方法:提高窑头温度应关小一室风机阀门,适当减慢篦速应开大固定蓖板一室风机阀门,适当加快篦速;适当加快篦床速度,适当减慢篦速。
故障情况
1、篦冷机某一段出现掉速严重
处理方法:现场观察篦冷机各纵梁运行情况,①、对篦冷机料层进行观察,发现料层较厚时及时联系中控进行检查;②、通知中控对相应的篦床冲程比例相应的增大,查看掉速是否有所减少。
2、发现篦冷机油管漏油
处理方法:联系中控将料层控制在750-800mm之间并将所需工具准备到位,将液压站进行停机并卸掉管道内部压力,进行更换密封圈或者对管道进行焊接。
3、料层较厚将篦床压死时
处理方法:第一时间检查篦冷机料层及辊破上方物料厚度,并联系中控进行止料,将篦冷机转现场模式利用现场单动按顺序推动篦床。
4、当某一油泵出现压力异常时
处理方法:电气应检查相应的安全阀及释放阀是否得电。检查卸压阀是否正常;检查油管是否漏油;将液压站停机并对其卸压检查阀芯是否卡杂物。
5、单列篦床突然无法动
处理方法:检查个各风室是否有漏料、漏油现象;检查液压站油位是否正常;将篦冷机控制方式转现现场单动进行操作;检查限位开关是否正常;检查比例阀是否运行正常;检查各个纵梁板凳底座是否脱落。
6、篦冷机板凳底座有裂纹
处理方法:根据其严重情况联系中控对料层进行控制同时联系维修人员将工具准备到位,将其单列阀门开度给5%对其进行焊接。
7、篦冷机辊破跳停
处理方法:联系电气人员到电力室对其进行复位同时检查辊破大块情况,联系中控降低窑速及一段篦床篦速,并手动对辊破进行自由切换达到有效的破碎效果。
8、风机电流突然降低
处理方法:检查篦冷机料层厚度;检查风机是否反转;检查挡板是否全开档杆连接销是否脱落。
9、纵梁断裂
处理方法:检查确认纵梁断裂部位及损坏情况;确认是否有备件;根据实际情况确定是否进行更换。
10、当出现篦冷机某一列不能运行且报限位异常时
检查相应的限位是否正常,如果正常将相应的列限位并联。1列和4列的限位相并联,2列和5列的限位相并联,3列和6列的限位相并联。
11、油箱温度过高
处理方法:检查冷却水是否正常,查看冷却器出入口油温,通知水泵房开启冷却风扇。
12、斜拉链电流降低
处理方法:检查二段料层,并查看二段下料口是否堵塞。
参考资料
1.篦冷机·河南富兰重工机械有限公司
")
")
")
")